




| 是否提供加工定制: | 是 | 频段: | 中频 |
| 控制方式: | 数控 | 焊接方式: | 压力式 |
| 驱动形式: | 气动 | 动力形式: | 高周波 |
| 焊接原理: | 冷焊 | 作用对象: | 铁线 |
| 作用原理: | 脉冲 | 电流: | 交流 |
| 用途: | 焊接 | 样式: | 卧式 |
| 加工精度: | 大功率 | 额定容量: | 80*3(KVA) |
| 最大焊接厚度: | 5+5(mm) |







DNW-100/150
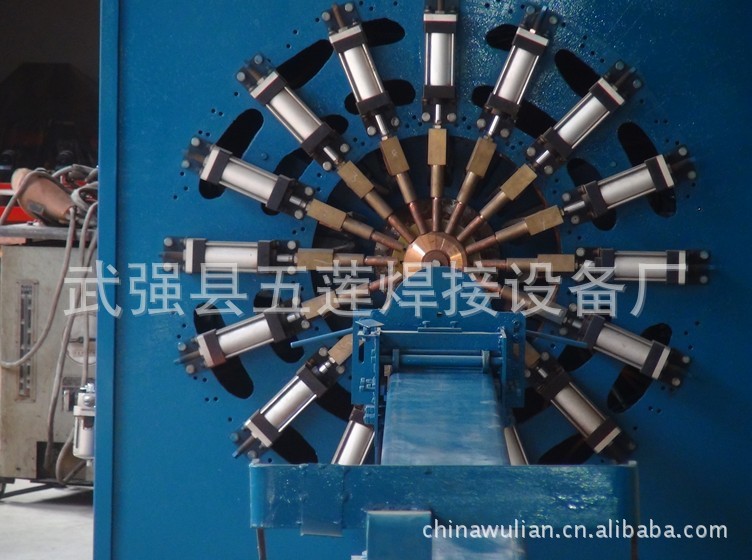
系列除尘器骨架网用多头点凸焊机
![]()
一、概述
该系列焊机是我公司根据河北省泊头邯郸、辽宁省大连辽阳、江苏省南京等生产除尘环保设备用户要求设计的专用焊接设备,可以用于各种尺寸的除尘器骨架网及其他钢丝网桶类工件的生产,能够焊接φ50-φ200圆筒6-14头的φ2-φ6mm的低碳钢钢丝、不锈钢钢丝等材料的工件。产品具有设计合理、造型美观大方、自动化程度高、焊接性能稳定可靠等特点。由于本焊机采用大功率焊接变压器和专用微机焊接控制器,所以能够高质量地完成不同丝径的焊接,保证焊接质量。本设备适用于电网供电要求不是很严格的场合,能够实现以一对焊点为单位的循环焊接方式进行焊接,焊接不同直径不同点数的除尘器骨架可以通过更换焊盘或者调整定位孔的位置来解决,方便、快捷,能够实现一机多用。


焊机前侧面外观 焊机后侧面外观


焊机整机外观图 焊接控制器局部放大图


焊机前面气缸方向控制阀 焊机后侧气缸速度调节阀
二、结构
该焊机主要由焊接变压器、机体、气动加压装置、焊盘、焊接控制器等部分组成。
1、焊接变压器:额定功率为100-150KVA,二次电压有8档调节,并且通过焊接控制器也能实现无级连续调节焊接能量,可根据焊件大小来选择适当的二次电压,以达到最佳焊接效果。
2、机体:采用板框式结构,坚固、耐用。
3、气动加压部分:由三联体、节流阀、电磁阀、气缸、导向套、导向杆、电极头等组成。焊机使用过程中注意在导向套和导向杆间加注润滑油。
4、焊盘:焊盘由铜焊盘和钢焊盘组成。铜焊盘用于焊接,钢焊盘用于穿丝定位。
5、焊接控制器:整个焊接过程全部由焊接控制器实现程序控制。压紧、焊接、维持、休止四程序段时间随意可调,能够保证焊接性能的一致性,焊点的循环焊接点数可以根据实际情况随时进行设定。关于控制器的详细资料请查询KD3-160D微机点凸焊控制器产品说明书。
三、主要技术参数
1、加工焊丝范围:φ2-φ6mm (须更换焊盘)
2、主变压器功率: 100-150KVA
3、配用电源: 单相 380V 50Hz
4、额定负载持续率: 20%
5、最大焊接长度: 不限
6、主机重量: 480Kg(100KVA) /560Kg(150KVA)
四、使用方法
1、准备工作
a.接好电源线、接地线。为保证操作者人身安全请使用带漏电保护功能的自动开关。
b.接好气路。
2、空车运转
a.接好电源、气路。
b.打开控制器开关,打到调试状态,踩下脚踏开关,这时气缸开始动作(主变压器没有输出)。
3、观察气缸动作情况
a.整个工作循环快慢程度。
b.气缸预压时间、焊接时间、给火大小、维持时间是否合适,否则需要调整。
4、试焊
a.把控制器调节按钮打到工作状态。
b.放好焊件。
c.接通开关,完成一个工作循环。
d.检查焊点是否牢固,否则进行调整。


