




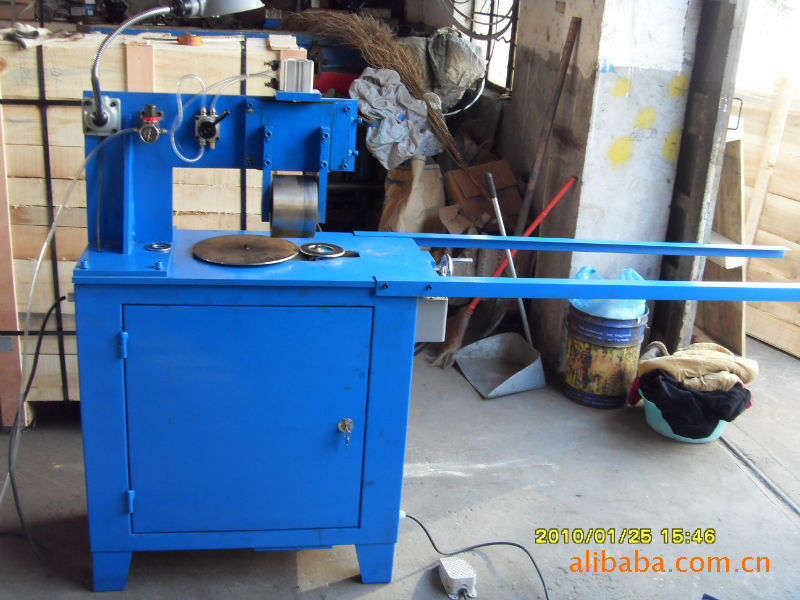
| 重量:120KG(t) | 型号:JH-CH1 | 别名:包边成型机 |
| 电动机功率:0.4(kw) | 品牌:佳和 | 种类:成型 |
| 加工定制:是 | 外形尺寸:900*520*1080(mm) |


包边成型机使用说明书
一、安装:
装上运输时拆下的钢带盘架子,将机器放置平稳。
二、试运行:
本机电源为三相380V。按下绿色起动按钮,(红色按钮在上方时连动,下方时点动)使机器运转,铜套处应注意加油润滑。接通气源,操作气动阀门,检查滑块是否运动灵活。
三、开机前的准备:
1、检查平钢带是否符合包边要求。
2、测量待包边的高强垫大小用来确定包边钢带的成型大小。
四、操作步骤:
1、操作气动阀门,使两个成型轮分离,方便放入平钢带。
2、点动起动按钮,使平钢带进入两个成型轮之间。
3、操作气动阀门,使分离的两个成型合在一起,达到成型的目的,操作起动按钮,完成进料过程。
4、包边钢带大小的调节。
A、内圈,将调节推杆移至钢带前方,往后拉。(越靠近两轮夹角越好)达到成型内圈的目的,当内圈较小时,装上备用小轮子附助成型,成型好的内圈应适当比要包边的内径要大一些,方便后面在包边机上的操作。
B、外圈,将调节推杆移至钢带后方向前推。(越靠近两轮夹角越好)达到成型外圈的目的,当外圈较小时(两边开始出现皱纹时),则调整平钢带进入的方向,即平钢带先进入下方导向轮,再反向进入上方导向轮进入成型轮进行成型操作。
包边机使用说明书
一、安装:
装上运输时拆下的延长杆,将机器放置平稳,选择位置时应考虑做大产品时的空间问题,建议机器背靠着墙。
二、试运行:
本机电源为三相380V。操作倒顺开关,(注意辊轮运行方向是否正确),操作脚踏开关,使机器运转,检查有无异常。按通气源,操作气动阀门,看上辊轮运行是否灵活,滑块处应注意加油润滑。
三、开机前的准备:
1、检查模片是否对应所做产品的厚度、大小、位置。
2、Ф250以下的高强垫片内外包边,把钢带先套在内外径上包边,Ф250以上则不必先套上,而是一边包边,一边扶着钢带进入辊轮进行操作。
四、操作步骤:
1、将待包边的产品放入辊轮。(操作气动阀门,使上辊轮下压)
2、将两个模片之间的距离调节合适。
3、操作脚踏开关,产品则会跟随辊轮转动,转动一周后完成包边,(中间注意随时停车,注意石墨板材始终在包边钢带的槽内)。
4、将包边好的产品取出,在接头处焊平,完成操作过程。


包边成型机使用说明书
一、安装:
装上运输时拆下的钢带盘架子,将机器放置平稳。
二、试运行:
本机电源为三相380V。按下绿色起动按钮,(红色按钮在上方时连动,下方时点动)使机器运转,铜套处应注意加油润滑。接通气源,操作气动阀门,检查滑块是否运动灵活。
三、开机前的准备:
1、检查平钢带是否符合包边要求。
2、测量待包边的高强垫大小用来确定包边钢带的成型大小。
四、操作步骤:
1、操作气动阀门,使两个成型轮分离,方便放入平钢带。
2、点动起动按钮,使平钢带进入两个成型轮之间。
3、操作气动阀门,使分离的两个成型合在一起,达到成型的目的,操作起动按钮,完成进料过程。
4、包边钢带大小的调节。
A、内圈,将调节推杆移至钢带前方,往后拉。(越靠近两轮夹角越好)达到成型内圈的目的,当内圈较小时,装上备用小轮子附助成型,成型好的内圈应适当比要包边的内径要大一些,方便后面在包边机上的操作。
B、外圈,将调节推杆移至钢带后方向前推。(越靠近两轮夹角越好)达到成型外圈的目的,当外圈较小时(两边开始出现皱纹时),则调整平钢带进入的方向,即平钢带先进入下方导向轮,再反向进入上方导向轮进入成型轮进行成型操作。
相关技术问题,请垂询0574-63217535,13858341706谭
