




| 是否含助焊剂: | 是 | 助焊剂含量: | KCsAIF4 15-20(%) |
| 焊接电流: | 无 | 工作温度: | 常温 |
| 加工定制: | 是 | 材质: | 钎料钎剂 |
| 产地: | 美国 | 牌号: | Handy |
| 类型: | 药芯 | 重量: | k(g) |
| 型号: | 铜铝焊丝AI802 | 规格: | 1.9mm |
| 品牌: | Handy/三和 | 用途: | 铝铝,铜铝焊接。 |
| 长度: | 盘装 | 标准直径: | 2.0(mm) |
| 属性: | 流动性良好 | 熔点: | 420-480(℃) |
一、铜铝钎焊材料简介:
进口AI802原包装进口铜铝焊丝,是一种全新的为电器行业设计及生产的专业焊接材料。它可以在铜与铝之间,铝与铝之间进行优质焊接,大大降低成本,提高生产效率,在操作简单效率高的前提下,提供了一个值得信赖的、坚固的连接。
二、使用方法:
1、操作温度及使用工具
1)操作温度:420℃~480℃
2)使用工具:氧气乙炔焊碳精电阻焊液化石油气焊
2、工件的清洁:
焊接前必须把金属表面的漆、氧化物、油污、等清除干净,才能保证焊接质量。因为漆、油污加热时会被碳化,在金属表面形成一个隔膜,而焊料在这层隔膜上无法流动,还有焊料无法在一个锈蚀的表面上形成连接。
3、工件的配合和合适的间隙:
铜与铝钎焊时可选用搭接的方式,铝与铝钎焊时可先用搭接或对接的方式。通常情况下,可简单地把一个工件放在另一个工件上面即可。金属与金属表面接触的配合就是钎焊时所需的空隙。如果组件比较复杂时,可使用专用的固定装置。钎焊时必须确保它们都在正确的位置上,而且要确保它们在整个加热及冷却过程中始终能保持在正确的位置上。
4、工件的焊接:
当工件固定后,可直接对工件进行加热,焊接温度约为420℃~480℃,组件上的金属应该尽可能均匀加热,你所需做的就是小心地手持焊丝搭在连接处,被加热的钎焊温度的组件会溶化掉一部分焊丝,而这些熔化的焊丝会立即被毛细作用吸附并铺展到整个连接区域。焊料的流动十分强,使你容易得到优质的焊接点。
三、 试验测试
1. 拉伸试验:
抗拉强度均为75MPa,断裂与铝管一侧,焊缝处完好。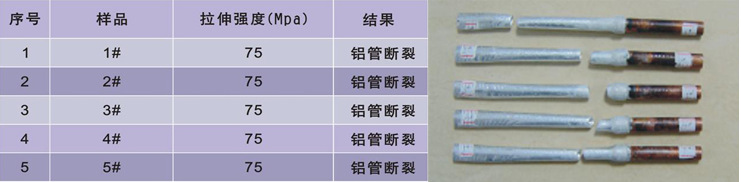
2. 水压试验:
铜管一端封堵,在铝管一端加水压,试件在18MPa的压力下,保持3MIN,试件无变形、无裂纹、无泄漏。
水压加到20~21MPa时,管路出现泄漏,破裂位置均在铝管上。焊缝处完好,不泄漏。
四、上海烯璃铜铝焊丝:价格实惠值得信赖的品牌!
如果需要焊接演示视频或者现场焊接指导,请致电021-57652513联系我们的销售工程师,如有品质异常公司负责无偿退换!我们将通过建立完善的市场营销网络及客户服务体系,为客户提供全面的售前,售后服务,公司愿与国内外客商携手共进,不断提升核心技术研发能力,追求卓越品质确保用户需求,诚信至上,品质保障!
