




| 是否提供加工定制:是 | 类型:皮革压花机 | 品牌:迅佳牌 |
| 型号:XH-1.6T | 有效尺寸:300*400(mm) | 辊子直径:0(mm) |
| 工作长度:400(mm) | 电机功率:0.06(kw) | 重量:240(kg) |
XH-1.6T气动平面皮革压花机,烫金机

皮革压花机说 明
本机适用于对各种纸类、塑料、胶片、皮件、皮件烫金、压凹凸之用。具有自动恒温、定时.压力调节等一系列半自动功能,且具有开启高度高,压力强大,操作方便之优点,用户购买本机以后,请详细参阅本说明书,然后才通电通气工作。
皮革压花机主要技术数据
最大压力:1600KG
输入电压:220V 50Hz
行程:75mm
消耗功率:1500 W
压面:250*350mm2
温度控制;0—400℃
自重:240KG
加热方式:电加热
恒压时间:0-60秒任意设定
输入汽压;8KG/cm2
总体尺寸:420x560x1300mm
(用户如须加大压面面积可定制)
皮革压花机使 用 步 骤
一、接上电源:一定要检查您的电源插座有没有良好的接地,当确认以后方能正式通电。否则将会造成严重的后果。
二、设定温度:打开自动温度控制仪(2)设定需要的温度,旋钮指值为设定温度,表头指值为实际温度。因热电偶的探点为局部温度,当刚开机时,热量未传匀,局部的温度和整个压面的温度可能有一点差异,这是正常的现象,大约10分钟以后可以获得统一。
三、设定时间:把定时器旋钮调至所需的时间,本机的范围为1--60秒。需要说明的是时间继电器设定的时间包括压板行程的时间,加上电压的波动,所以不一定很精确,但每次往返一致,所以如实际的时间与表上刻度有出入,以实际的时间为准。
四、电磁转换阀后面消声器处有行程快慢调节螺丝。调节此处可令气缸进汽出汽快慢达到理想的比例。
五、为保证安全,本机安装连动式开关,操作者摆放工件后,双手须同时按动俩只开关,气缸开始工作,此设置能确保操作者双手离开工作台,以免发生意外。
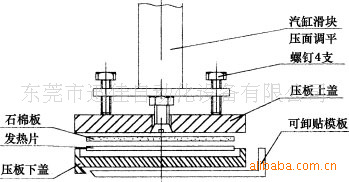
六、压板结构见图(二),贴模时请卸下贴模板,定好位置再往上面装以防烫伤。
七、搬运时可叉起工作台面,或用吊环搬运。使用前用地脚螺丝安装好。
八、调压阀定期补充机油,以润滑气缸活塞,保持良好的运动状态。
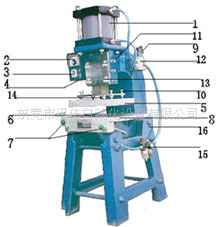
1.汽缸 8.工作台
2.自动温度控制仪 9.调压阀
3.0—60S定时器 10.压板调平镙丝(4粒)
4.电源开关 11.滑块调节镙丝(3粒)
5.发热板 12.电磁转换阀
6.可卸式贴模板 13.面板调节镙丝
7.联动开关 14. 热电偶
15.油水滤清器 16. 底架
本机派生型号一览表
型 号 | 应用汽缸 | 压 力 | 压 面(mm2) | 售 价 |
XH-1TR | 1000Kg | Φ125 | 280*180 |
|
XH-1.6TRX | 1600Kg | Φ160 | 250*350 |
|
XH-1.6TRD | 1600Kg | Φ160 | 250*450 |
|
XH-2.5TRX | 2500Kg | Φ250 | 300*400 |
|
XH-2.5TRD | 2500Kg | Φ250 | 320*450 |
|
其它规格可直接与本厂联系订做 | ||||
压板结构图
注 意 事 项
一、使用本机前在机器各活动部位注入少许机油方能通电通气。
二、如发现发热板不发热而温度表指示400℃,此为热电偶接触不良或开路现象,请接好或更换热电偶。
三、 压板上面四方滑块有调整装置,请仔细调节侧面三个调节镙丝至上下灵活而压板不摆动为止。
四、如发现烫出来的图案有一边不清晰,请调节压板上面四角镙丝,可以达到清晰完美状态。
五、安装时一定要在电源插座接好合格地线,以策用电安全。

说 明
本机适用于对各种纸类、塑料、胶片、皮件、皮件烫金、压凹凸之用。具有自动恒温、定时.压力调节等一系列半自动功能,且具有开启高度高,压力强大,操作方便之优点,用户购买本机以后,请详细参阅本说明书,然后才通电通气工作。本机型号:XH— TR
主要技术数据
压力:1600KG 输入电压:220V 50Hz
行程:75mm 消耗功率:1500 W
压面:250*350mm2 温度控制;0—400℃
自重:240KG 加热方式:电加热
恒压时间:0-60秒任意设定 输入汽压;8KG/cm2
总体尺寸:420x560x1300mm
敬告:用户如须加大压面面积,可以定制。但压强相对减小,对硬度较大的皮件工件,可能会造成压花不清晰。请考滤清楚再定。
使 用 步 骤
一、接上电源:一定要检查您的电源插座有没有良好的接地,当确认以后方能正式通电。否则将会造成严重的后果。
二、设定温度:打开自动温度控制仪(2)设定需要的温度,旋钮指值为设定温度,表头指值为实际温度。因热电偶的探点为局部温度,当刚开机时,热量未传匀,局部的温度和整个压面的温度可能有一点差异,这是正常的现象,大约10分钟以后可以获得统一。
三、设定时间:把定时器旋钮调至所需的时间,本机的范围为1--60秒。需要说明的是时间继电器设定的时间包括压板行程的时间,加上电压的波动,所以不一定很精确,但每次往返一致,所以如实际的时间与表上刻度有出入,以实际的时间为准。
四、电磁转换阀后面消声器处有行程快慢调节螺丝。调节此处可令气缸进汽出汽快慢达到理想的比例。
五、为保证安全,本机安装连动式开关,操作者摆放工件后,双手须同时按动俩只开关,气缸开始工作,此设置能确保操作者双手离开工作台,以免发生意外。
六、压板结构见图(二),贴模时请卸下贴模板,定好位置再往上面装以防烫伤。
七、搬运时可叉起工作台面,或用吊环搬运。使用前用地脚螺丝安装好。
八、调压阀定期补充机油,以润滑气缸活塞,保持良好的运动状态。
1.汽缸 8.工作台
2.自动温度控制仪 9.调压阀
3.0—60S定时器 10.压板调平镙丝(4粒)
4.电源开关 11.滑块调节镙丝(3粒)
5.发热板 12.电磁转换阀
6.可卸式贴模板 13.面板调节镙丝
7.联动开关 14. 热电偶
15.油水滤清器 16. 底架
本机派生型号一览表
型 号 | 应用汽缸 | 压 力 | 压 面(mm2) | 售 价 |
XH-1TR | 1000Kg | Φ125 | 280*180 |
|
XH-1.6TRX | 1600Kg | Φ160 | 250*350 |
|
XH-1.6TRD | 1600Kg | Φ160 | 250*450 |
|
XH-2.5TRX | 2500Kg | Φ250 | 300*400 |
|
XH-2.5TRD | 2500Kg | Φ250 | 320*450 |
|
其它规格可直接与本厂联系订做 | ||||
压板结构图
注 意 事 项
一、使用本机前在机器各活动部位注入少许机油方能通电通气。
二、如发现发热板不发热而温度表指示400℃,此为热电偶接触不良或开路现象,请接好或更换热电偶。
三、 压板上面四方滑块有调整装置,请仔细调节侧面三个调节镙丝至上下灵活而压板不摆动为止。
四、如发现烫出来的图案有一边不清晰,请调节压板上面四角镙丝,可以达到清晰完美状态。
五、安装时一定要在电源插座接好合格地线,以策用电安全。
常见故障及排除方法
| 故 障 现 象 | 原 因 | 排 除 办 法 |
| 压板上下缓慢 | 一、 无润滑油 二、 滑块调节螺丝太紧 | 一、每班加油。 |
| 压花效果欠佳,前后,左右有深浅 | 压面未调平。 | 调整四个压面调平螺钉。 |
压头只下不上(或只下不上)。 | 气压太低,气管有弯折。 | 气压低于1.5kg/cm2,本机将不能正常工作。 |
| 发热不正常,指示灯亮,表头指示300℃,不发热。 | 热电偶开路。 | 热电偶一般不容易坏。多数是与机内接触不良而开路,请详细检查。 |
| 发热不正常,绿色指示灯亮,表头无指示,不发热。 | 发热片坏(用万能表可量出。但用试电笔测到发热片两端引出线均发光。 | 更换发热片。 |
