| 年剩余加工能力:50000(件) | 最大长度:800(mm) | 加工材料:钛合金 |
| 表面粗糙度:0.8 | 加工精度:精加工 | 打样周期:1-3天 |
| 年最大加工能力:50000(件) | 机加工类型:CNC加工中心 | 公差:0.01 |
| 最大直径:600(mm) | 加工周期:4-7天 |



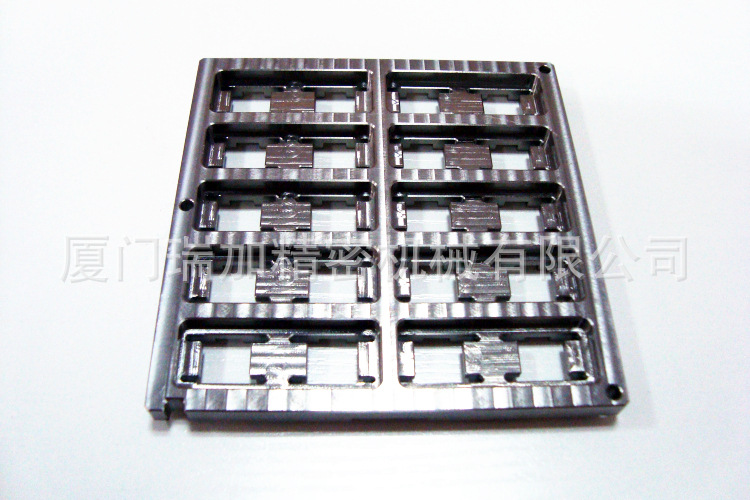
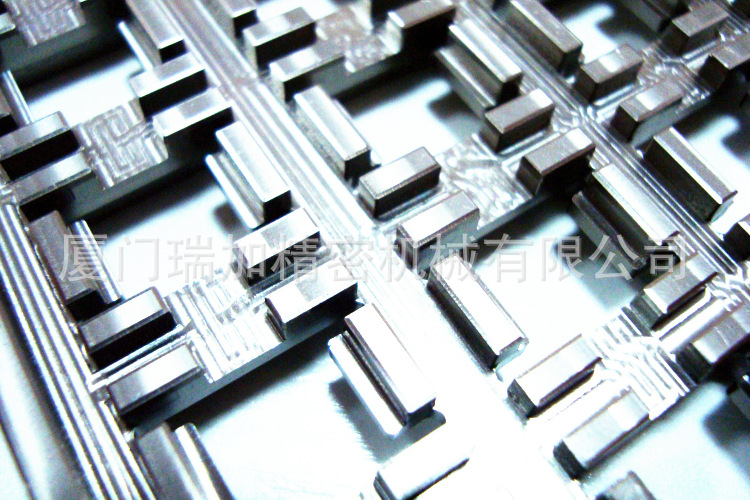
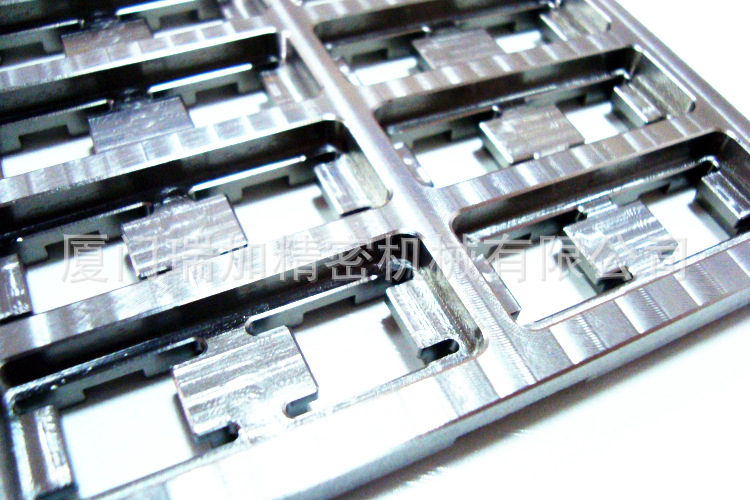
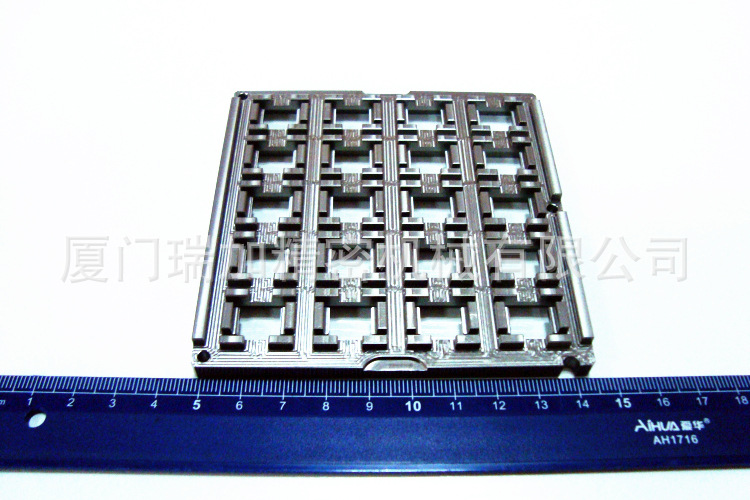
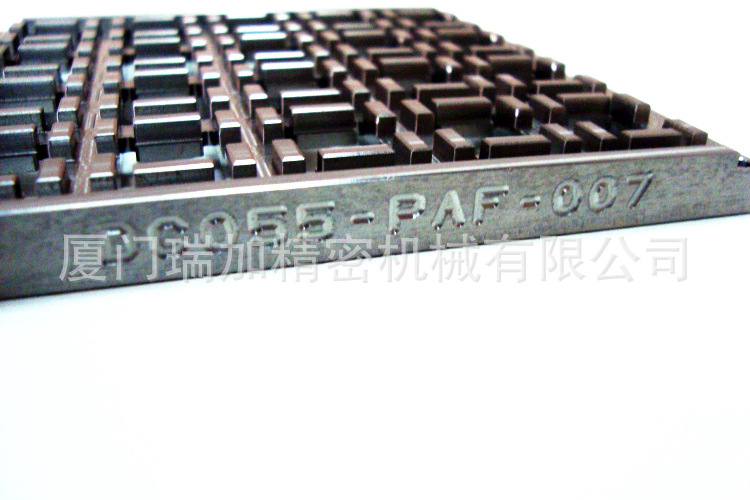
产品名称:电子镍片放置治具
产品材质:钛合金
钛合金具有高强度、高断裂韧性以及良好的抗腐蚀性和可焊接性。随着飞机机身越来越多地采用复合材料结构,钛基材料用于机身的比例也将日益增大,因为钛与复合材料的结合性能远远优于铝合金。例如:与铝合金相比,钛合金可使机身结构的寿命提高60%。由于比普通合金钢的加工更为困难,因此通常认为钛合金属于难加工材料。典型钛合金的金属去除率仅为大多数普通钢或不锈钢的25%左右,因此加工一个钛合金工件需要花费的时间约为加工钢件的4倍。
表面处理:无
数控加工的特点:1可以加工具有复杂型面的工件 2加工精度高质量稳定 3生产率高 4改善劳动条件 5有利于生产管理现代化 6数控加工是CAD/CAE技术和先进制造技术基础
数控加工的主要对象:1多品种,单件小批量生产的零件或新产品试制中的零件 2几何形状复杂的零件 3精度及表面粗糙度要求高的零件 4加工过程中需要进行多工序加工的零件5用普通机床加工时,需要昂贵工装设备的零件。
数控加工工艺内容:1选择并确定零件的数控加工内容 2数控加工的工艺性分析 3数控加工工艺路线设计 4数控加工工序设计 5数控加工专用文件的编写
适合数控加工的内容:1通用机床无法加工的内容应作为优先选择内容 2通用机床难加工,质量也难以保证的内容应作为重点选择内容 3通用机床加工效率低,工人手工操作劳动强度大的内容,可在数控机床尚存在富裕加工能力的选择。