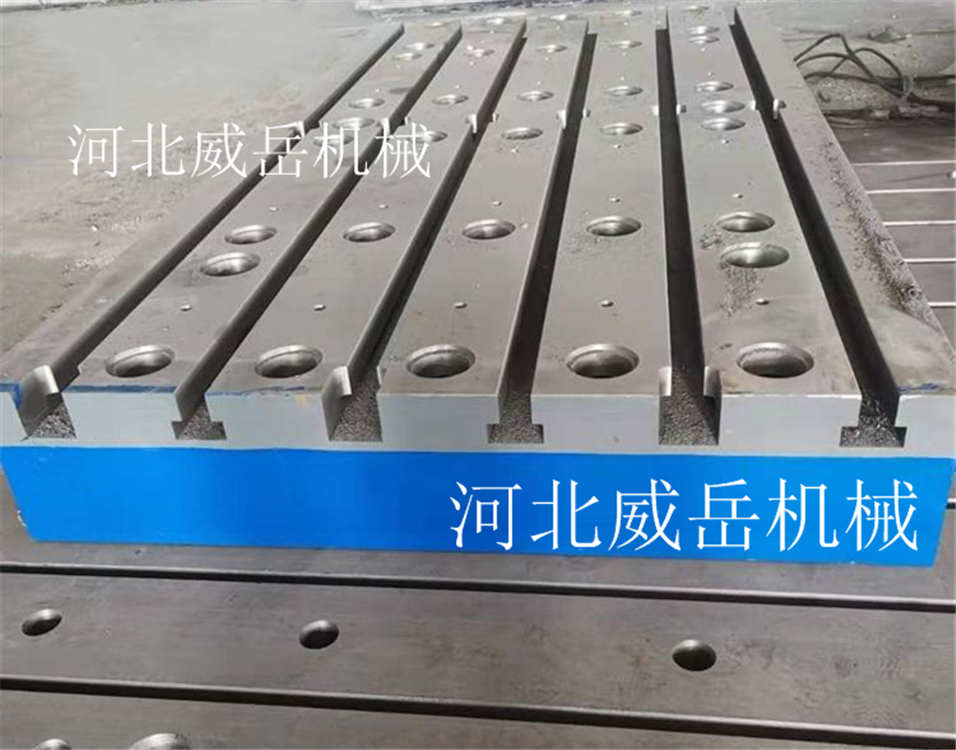
在购买电机测试平台时,电机测试平台T型槽尺寸根据客户需要来设计,需要工作的工件又大、又重时,T型槽开口就越大,换句话说就是使用的用来固定工件螺栓就越大,反之越小,T型槽之间的间距也是根据客户的需求情况来设计,T型槽的技术参数根据标准GB/T158-1996进行设计、加工,如果是国外客户T型槽标准应按照DIN650-1985德国标准设计。
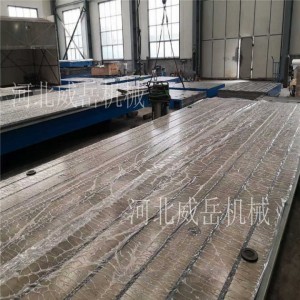
铸铁电机测试平台经生铁冶炼后铸造成铸铁,再制成铸铁工作平台,通过落砂、热处理、机械加工、刮刮、涂装、清洗等功能,可用于检测、标记、测量、装配等功能。还可制成试验台、试验台等试验设备的铁底板底座。在制造过程中,工艺步骤繁多,工艺要求较高。因此,要想获得、合格的铸件,注意对一些重要节点的控制。
铸铁电机测试平台的铸铁质量和热处理质量对平板使用性能产生较大影响,或因残存较大内应力使工作面变形;或因不耐磨损使精度不能保持;或因刮削困难得不到数值小的粗糙度。因此使用电机测试平台注意铸铁材料的选择,采用时效处理等方法去掉电机测试平台的残余应力。所以在选择时应更加从以下几个方面注意:
2、电机测试平台材质是否符合工作需要
3、铸件毛坯热处理是否符合标准
4、铸铁平台T型槽的相关数据是否和标准相符。
合理的初步计划是制造的先决条件,首先,通过沟通了解用户如何使用电机测试平台,找出承载载荷有多大,是否存在动载荷等条件,其次,浇铸板形的安装也非常重要,合理的设计是非常重要的,工作面的厚度取决于承载能力,是否有T槽等因素,栅栏的厚度应根据工作面的厚度来设计。顶板厚度应随工作面厚度的增加而增加,并根据面积大小和承载能力设计电机测试平台的总高度。一般情况下,窄而长形状的铸件需要增加总高度,以解决整体弯曲变形问题。
在铸造过程中,高总高度的电机测试平台需要增加冒口,延长坑内冷时间,以尽可能减少铸件的变形。
铸铁平台在加工前的热处理是非常重要的,这是一个记住的重要节点。此时,防止电机测试平台产品变形的手段也是一个重要手段。铸件的内应力被认为是工业中防止变形的方法之一。http://www.chinaweiyue.com/
在加工时,应根据图纸中的每一次数据传递,不要粗心大意,控制误差在标准内,铸铁平台在加工完成前有T形槽,工作面应留下残馀量的二次加工,搁置3~4天后再进行二次加工,因为T形槽加工时,工作面会发生轻微变形,二次加工是解决这种变形的方法。


 发布需求
发布需求




 关注
关注